
Editor’s Introduction: This floating covers article was first published 24 September 2013 on Geosynthetica. We re-release it here in honor of the author, Mike Sadlier, being awarded Honorary Membership with the Australasian Chapter of the International Geosynthetics Society (ACIGS). Sadlier helped found the ACIGS 20 years ago.
Floating Covers, Evaporation and Mine Economics
By Mike Sadlier – Using a hypothetical example rooted in actual project costs [reflective of 2012/2013 when this analysis was first published], the economic costs and benefits of geomembrane floating cover systems for controlling evaporative water loss in mining and resource projects are compared to systems that make allowances for evaporation.
Many projects, especially for mining and resource processing, are being developed in areas where water is scarce and there are high rates of evaporation. There are many places that are resource rich and where the annual evaporation is considerably more than the annual rainfall. Under these circumstances there is a great incentive to protect the water resource by providing floating geomembrane covers over water storages and process ponds in order to control valuable water loss by evaporation.
To develop the parameters of the discussion, we will establish a hypothetical mining project: Project Hype. The parameters of this hypothetical site (e.g., climate, water source) are typical of those often found in the real world.
ENVIRONMENTAL PARAMETERS
Climate
Consider a typical desert environment common to many projects in North and South America, Australia, Africa or China. These sites are characterized by a negligible rainfall (~200 mm per annum) but evaporation of ~1500 mm per annum. Typical temperatures range from 10 – 20°C (50 – 68° F) in cooler seasons and 15 – 35 oC (59 – 95° F) in warmer seasons.
Water Requirements
Operational requirement is to be 480 ML (480,000 cum) on an annual basis with constant consumption throughout the year. Minimum storage capacity must be one month’s supply in addition to pumping capacity from a source capable of filling the reservoir in a month. This means a minimum storage volume of 40 ML (40,000 cum).
Water Source
An assumed water source is located 5 km away from an underground bore. Water quality is such that no treatment is required. Water is pumped to site via an above ground or shallow trench pipeline with a pump station at source and no intermediate pump stations. (This assumption is actually very optimistic, as it is not uncommon for a water source to be 50 km or more away and require some form of desalination.)
MORE GEO: Get involved! 12 ICG Call for Abstracts
Without going into details of terrain, head losses, etc., let us assume that the base requirement of 40,000 cum/month can be achieved by one 500 mm dia line and that the evaporation allowance reservoir will require an increase to 650 mm dia with a corresponding increase in wall thickness.

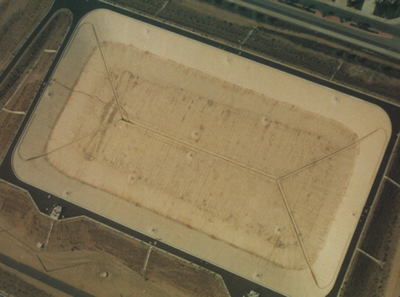
THE RESERVOIR
Basic Dimensions
A reservoir 150 m long and 100 m wide with slopes at 1:2 and a depth of 3 m will yield a storage capacity of 40.7 ML (40,700 cum), thus meeting our base storage requirement. To simply things, we’ll use the full volume without consideration of any freeboard.
Evaporation
With a surface area of 15,000 sqm and an evaporation rate of 1500 mm per year the annual evaporation loss will be 22,500 cum or about 50% of our net storage capacity. Therefore, we need to provide 50% more storage and 50% more pumping capacity to overcome the evaporation losses.
Dimensions with Evaporation Allowance
A reservoir 150 m long and 100 m wide with slopes at 1:2 and a depth of 7 m will yield a storage capacity of 83.2 ML (83,200 cum) which will meet our storage requirement with evaporation allowance.

Reservoir Structures
Some mining projects would use simple inlet and outlet arrangements with inlet pipes over the crest and floating pump stations for outlets. Others would utilize more permanent concrete structures for a combined outlet/scour, an overflow and an inlet structure and this is the basis we will look at for Project Hype.
Reservoir Liner
The reservoir will need a 1.5 mm high-density polyethylene (HDPE) geomembrane installed over a compacted and prepared subgrade. There is little difference in the liner area for either reservoir.
Reservoir Floating Cover
The floating cover could be either reinforced polypropylene (R-PP) or a polyethylene hybrid. It must have a ballast and float system to control cover shape through a full range of water level movement and it will require a concrete perimeter beam for fixing rather than a cheaper anchor trench option.
COSTS
The costing data here is typical of many projects and is simplified in order to illustrate the key issues. Rates are based on recent real project outcomes (US$).
Reservoir Formation
Assuming cut to fill earthworks, for the base size reservoir we would have a total earthworks volume of 22,000 cum. The embankment dimensions would remain the same for the reservoir with evaporation allowance and the excavated material would be removed for possible use elsewhere.
We shall adopt an overall excavate, place and compaction rate of $3.00 per cum for the base reservoir.
For the evaporation allowance reservoir, the excavation will be deeper and probably in harder material. A rate of $5.00 per cum will be required to allow for this and the cost of cartage and disposal. Often, the additional depth encounters much harder material that may require ripping or even blasting to remove. This additional cost is therefore quite conservative.
Floating Cover
A typical floating cover in 1.1 mm R-PP with a Double – Y ballasting and float system would cost between $15 and $20 per sqm. The actual cost would vary with factors such as local labour rates and weather conditions. We will assume a rate of $18 per sqm.
Pipeline and Pumps
A 500 mm dia pipe will have a supply cost of around $200 per metre depending on delivery costs. Field welding and installation components will bring this up to $300 per linear metre. Again, the site specifics would necessitate variations in this cost. A 650 mm dia HDPE pipe for the evaporation basin will have nearly double the unit mass and the supply cost will be around $400 per metre , with field welding and installation elevating this cost to around $500 per linear metre.
Suitable rotary impeller pumps will cost around $20,000 each and a pumphouse, electrics and controls will bring this up to about $30,000 per pump. For the evaporation allowance reservoir, we will assume 2 pumps plus 1 standby unit; for the floating cover reservoir, 1 pump plus 1 standby unit.
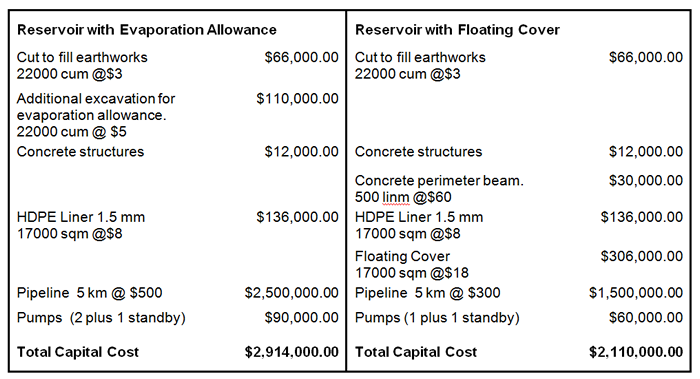
Costing Summary and Comparison
The tabulation below shows a cost summary and comparison for the two approaches (evaporation allowance and floating cover). Although the assumptions about parameters have tended to favor the evaporation allowance reservoir, the floating cover option shows a considerable advantage in overall capital cost.
O&M CONSIDERATIONS
The operations and maintenance costs of the two reservoirs will be similar. Wind blown dust and other debris will need to be removed from the floating cover, and the reservoirs will need to be desludged occasionally in both cases.
Because the evaporation allowance system pumps 50% more water, the energy costs for pumping will be 50% more than the floating cover solution. If desalination is required this will influence the evaporation allowance system much more.
CONCLUSIONS
Although the overall basic cost of the same reservoir with a floating cover is more, the pipeline and pumping costs necessary to overcome evaporation and achieve the same operational performance without a floating cover are considerably higher. Furthermore, the ongoing operations and energy costs will be higher for the site that does not use a floating cover.
Developers of mining projects in arid areas would be well advised to look closely at floating covers and their capacity to make these projects more economical and energy efficient, which will also be more environmentally friendly.
ACKNOWLEDGEMENTS
These hypothetical scenarios draw upon background and detailed information from a number of recent project developments. Avoiding the disclosure of details and places has been done deliberately. The author extends his thanks and respect to all those resourceful and adventurous souls who operate as mining engineers and managers.
Mike Sadlier is Principal of Geosynthetic Consultants Australia Pty Ltd. He can be reached at sadlierma@gmail.com












{kind=link}